手機(jī)外殼模具注塑加工生產(chǎn)需要注意哪些問題拒贱?
文章出處:行業(yè)新聞 網(wǎng)責(zé)任編輯: 銘洋宇通注塑模具廠 閱讀量:80 發(fā)表時間:2020-10-28
手機(jī)外殼產(chǎn)品的開發(fā)需要經(jīng)過產(chǎn)品結(jié)構(gòu)設(shè)計烙凝,模具開發(fā)設(shè)計茂禁,注塑加工生產(chǎn)、噴涂印刷等過程惠服,每一環(huán)節(jié)都將影響手機(jī)外殼的外觀。銘洋宇通深圳模具廠作為模具開發(fā)供應(yīng)商,在手機(jī)外殼模具注塑加工生產(chǎn)時需要注意哪些問題有一些建議田度,希望能對您有所幫助。

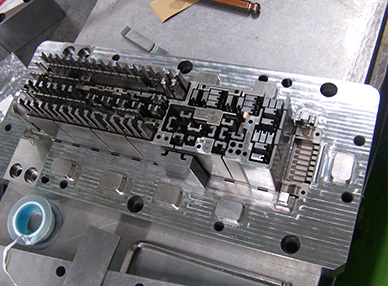
手機(jī)外殼模具設(shè)計
手機(jī)外殼模具設(shè)計務(wù)必考慮到產(chǎn)品的構(gòu)造解愤、裝配镇饺,另外還必須考慮到生產(chǎn)制造中產(chǎn)品的出模及其水路排列、進(jìn)膠口分布等送讲,下列詳細(xì)介紹以下簡單介紹產(chǎn)品筋條及卡鉤戏喊、螺母孔等位置的設(shè)計注意點。
手機(jī)外殼模具設(shè)計筋條(Rib)的設(shè)計方案:
使用PC或是ABS+PC時署咸,Rib的厚度不超手機(jī)外殼本身厚度的0.6倍躺沽。高寬比不能超出本身厚度的3-5倍。
手機(jī)外殼模具拔模角度大致在0.5-1.0度铜乱。
二根Rib中間的間隔在壁厚的3倍之上满盔。
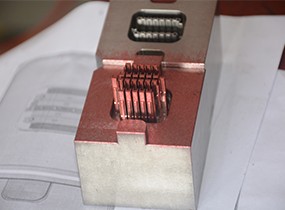
手機(jī)外殼模具卡勾的設(shè)計方案:
卡勾的卡進(jìn)規(guī)格一般在0.5毫米-0.8毫米。
鉤子從分模面下移0.2毫米馏舰,有益于手機(jī)外殼模具加工嗡吸。
鉤子和卡槽的咬合面留0.05mm的空隙,便于今后修模便浮。
卡槽頂部于鉤子底端預(yù)留0.3毫米的空隙哩拒,做為卡勾形變的回彈力空間。
其他相互配合面留0.1-0.2毫米的空隙胆快。
鉤子的斜導(dǎo)柱得留6-8毫米的行程安排煞陵。
鉤子的尖端0.1毫米的圓弧,便于拆裝烁焙。
卡勾相互配合面處能夠留2度的拔模航邢,做為拆裝角耕赘。
卡槽底端導(dǎo)R角提升抗壓強(qiáng)度,因此 肉厚不一的地區(qū)傾斜角做轉(zhuǎn)換區(qū)膳殷。
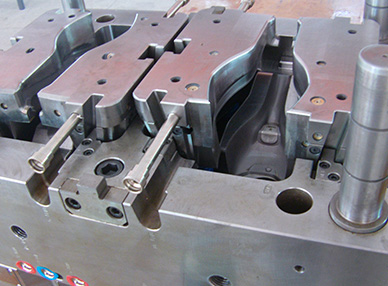
手機(jī)外殼模具注塑加工生產(chǎn)工藝
手機(jī)外殼通常采用PC或者PC+ABS材料成型操骡,由于PC的流動性比較差,所以工藝上通常采用高模溫赚窃、高料溫填充册招;采用的澆口通常為點澆口,填充時需采用分級注塑勒极,找好澆口位置以及V-P(注射–保壓)切換位置是掰,對于解決澆口氣痕以及欠注飛邊等異常會有很大的幫助。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢匾七?
- 注塑模具加工中的收縮痕該如何避免呢絮短?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲污涤、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢饶饿?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護(hù)航
- 解析塑料模具注塑機(jī)的類型和特點
- 注塑產(chǎn)品的表面冷料痕會對產(chǎn)品產(chǎn)生什么影響?
- 實用技巧:解決注塑產(chǎn)品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點狰娱,專業(yè)技術(shù)助您解決產(chǎn)品縮水難題