目前市場上雙色模具日益盛行党远,這種工藝可以使產品的外觀更加漂亮姜盈,易于換顏色而可以不用噴涂乏沸,雙色模具即兩種塑膠材料在同一臺注塑機上注塑搞疗,分兩次成型嗡呼,但是產品只出模一次的模具媚哪。一般這種模塑工藝也叫雙料注塑总枢,通常由一套模具完成,且需要專門的雙色注塑機仁热。有時雙色模具注塑時需要采用幾種原料榜揖,需要進行原料的更換,那么雙色注塑模具如何更換原料呢抗蠢?
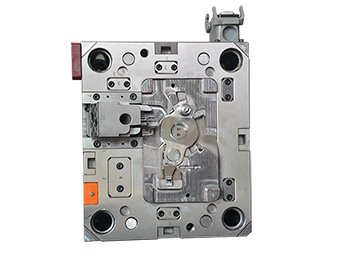
三防手機后殼-塑膠注塑模具制品
設備停機時举哟,應做清機處理,即關閉料閘物蝙、排空殘料炎滞、手動螺桿后退、然后對空注射诬乞,并重復螺桿后退册赛、前進數(shù)次,精密雙色模具震嫉,直至沒有任何殘料排除森瘪。如果是帶阻燃性的材料,需先用非阻燃性材料票堵,清理料筒扼睬,再做清機處理。

以上方法無效的話悴势,則應使用螺桿清洗液或煤油來清洗补搅,作程序如下:將料斗清潔,并射完余料泞霹;備洗機塑料混入煤油或清洗液舱闪;料筒溫度盡量低于實際成型溫度;螺桿轉速宜低俱菜,降低背壓阶务,防止摩擦熱導致材料溫度上升;加大射速及射壓恕琅,料量調至1大忧龙;略加背壓,使熔膠不后移接窍;塑料顏色被清洗干凈后渣雁,雙色模具,緊記將溫度剃拇、壓力支读、料量回復過來;如果在這種情況下仍未將料筒清洗干凈害淤,卸下射嘴扇雕,料筒缸頭清洗拓售,必要時須卸下螺桿清洗∠夥睿
雙色模具注塑加工更換顏色一般需要按以下流程來進行處理:關閉料閘础淤;空打數(shù)次,將料筒內材料射出(清機)哨苛;清潔料斗鸽凶;加入白料、1好用粉碎料;空射建峭,直至換色完成玻侥,或注成產品、粉碎后亿蒸,以備下次使用凑兰。
以上就是深圳銘洋宇通雙色模具廠家為大家介紹的有關雙色注塑模具如何更換原料的分析,希望可以給大家提供參考边锁。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢翩愧?
- 哪些因素會影響塑膠模具的壽命呢汰浊?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢坑箭?
- 日本產品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產品的表面冷料痕會對產品產生什么影響侯砸?
- 實用技巧:解決注塑產品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點,專業(yè)技術助您解決產品縮水難題