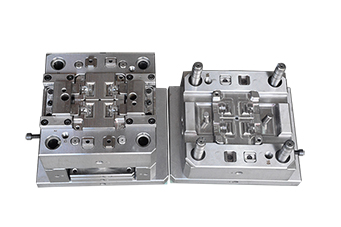
出口注塑模具的機(jī)械拋光是個非常細(xì)致的手工活菱蔬,因此出口注塑模具拋光的技術(shù)窜交,依然是當(dāng)下影響模具拋光質(zhì)量的主要原因搓茬。此外全僧,還與出口注塑模具材料迷帜、拋光前表面狀況和熱處理工藝等有關(guān)蒜恶。高品質(zhì)的模具鋼是獲得良好拋光品質(zhì)的先決條件婶苦,如果模具鋼表面硬度不均勻或性能有差異,模具鋼中的各種夾雜物和氣孔也不利于拋光斧呆,即使是有經(jīng)驗的老師傅拋光出的效果也不佳诊势。

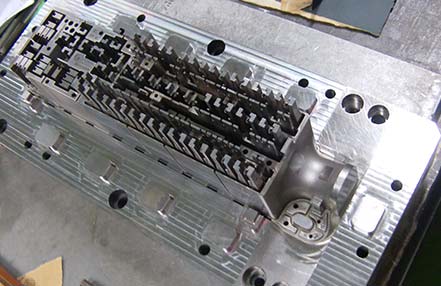
出口注塑模具鋼的不同硬度拋出的效果也不相同,模具鋼硬度高雖然研磨難度增大券妹,拋光時間消耗較大晦了,但拋光后粗糙度會降低患刻,得到的拋光效果更好啰氏。與此同時,硬度增加杠锻,拋光過度所造成表面差異的可能性也相應(yīng)降低赘双。
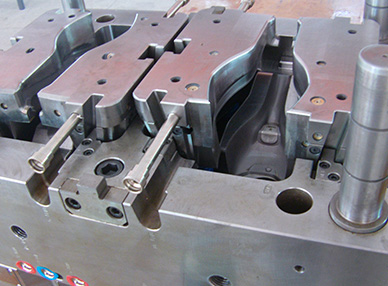
出口注塑模具的前期加工工藝對拋光也有一定的影響,在切削模具鋼的過程中珍特,表面層會受到熱力祝峻、內(nèi)應(yīng)力等因素的損傷,切削時必須保證轉(zhuǎn)速和進(jìn)給率比較均勻扎筒,才不會影響出口模具拋光效果莱找。電火花加工面較普通切削類加工或熱處理的表面會更難打磨,所以在電火花加工完成之前嗜桌,應(yīng)進(jìn)行電火花修整奥溺,要不然會形成硬化層。若選用標(biāo)準(zhǔn)不恰當(dāng)骨宠,則燒灼硬化層深度可達(dá)0.4mm浮定。硬化層的硬度要高于鋼體,要盡可能地將其去除层亿,為后續(xù)的拋光加工奠定良好的基礎(chǔ)桦卒。
雜結(jié)構(gòu)件模具加工")
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢满页?
- 注塑模具加工中的收縮痕該如何避免呢预署?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲惑拙、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢聂歹?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護(hù)航
- 解析塑料模具注塑機(jī)的類型和特點(diǎn)
- 注塑產(chǎn)品的表面冷料痕會對產(chǎn)品產(chǎn)生什么影響?
- 實(shí)用技巧:解決注塑產(chǎn)品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點(diǎn)插呜,專業(yè)技術(shù)助您解決產(chǎn)品縮水難題