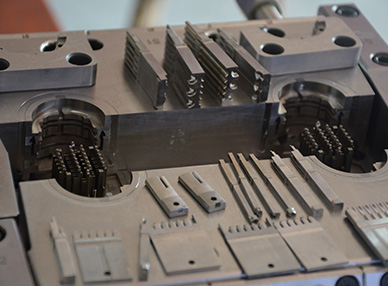
模具注塑加工時(shí)届饰,都是批量形成的,為避免加工中出現(xiàn)問題造成不良,我們對(duì)模具注塑的加工方法和過程是十分重視的轮拼,因?yàn)椋绻麤]有按照規(guī)定要求進(jìn)行加工,會(huì)對(duì)注塑模具造成損壞,所以要注意以下幾點(diǎn):
療產(chǎn)品高速注塑成型")
1劳澄、大部分原料不需要干燥,有特殊情況的用80°烘烤2個(gè)小時(shí)蜈七。
2秒拔、成型的溫差范圍比較大,固化速度以及加熱融化的的速度都比較快薛津,所以成型的時(shí)間短恐呢;溫度參數(shù): 200°左右的料筒溫度即可,因?yàn)檫^低會(huì)透明性差症妻,過高會(huì)出現(xiàn)銀絲节婶。
3、模具注塑時(shí)的模具溫度:一般在50-80℃的范圍蓬甩;
4木影、類似GPPS流動(dòng)性較好的膠料, 啤塑時(shí)無需過高的壓力(一般注射壓力10Mpa左右)绣首,過大會(huì)增加塑件的內(nèi)應(yīng)力珠慧,從而導(dǎo)致開裂的情況。
5施旱、為減少夾水紋可以適當(dāng)調(diào)高注塑速度唬辛,但是注射壓力會(huì)影響到注射速度,過高的速度會(huì)導(dǎo)致產(chǎn)品出現(xiàn)披鋒或粘膜和頂白等情況乌迎,所以要掌控好注射的速度泉扛。
6、背壓:不宜太低区转,螺桿轉(zhuǎn)動(dòng)會(huì)進(jìn)入空氣苔巨,因?yàn)槟z料粒密度小,會(huì)因此塑膠的效果不好,從而影響膠件外觀的質(zhì)量侄泽。
模具注塑加工時(shí)礁芦,一般背壓取10-20kg/cm2);g
模具上的細(xì)水口一般設(shè)計(jì)為0.8-1.0mm.h)

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項(xiàng)
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢闺魏?
- 注塑模具加工中的收縮痕該如何避免呢未状?
- 哪些因素會(huì)影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲析桥、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢司草?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護(hù)航
- 解析塑料模具注塑機(jī)的類型和特點(diǎn)
- 注塑產(chǎn)品的表面冷料痕會(huì)對(duì)產(chǎn)品產(chǎn)生什么影響?
- 實(shí)用技巧:解決注塑產(chǎn)品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點(diǎn)烹骨,專業(yè)技術(shù)助您解決產(chǎn)品縮水難題