澆口設(shè)計注意事項:
1.注射成型澆口是流道和型腔之間的小開口糖驴。它們的位置啸席,數(shù)量,形狀和大小等對產(chǎn)品外觀决记,尺寸某弦,物理特性和生產(chǎn)效率有很大影響桐愉。
2.澆口尺寸取決于產(chǎn)品重量危纫,材料和澆口類型宗挥。只要可以保證產(chǎn)品的物理性能和生產(chǎn)效率,就應(yīng)該使?jié)部诘拈L度种蝶,深度和寬度非常小契耿。
3.澆口太小會發(fā)生填充不完全,縮痕螃征,流痕等注射成型不良搪桂,成型收縮率提高。
4盯滚,澆口太大時踢械,澆口周圍可能會產(chǎn)生過大的殘余應(yīng)力,導(dǎo)致生產(chǎn)變形或開裂魄藕,并且成型后很難將其卸下裸燎。
塑料模具澆口類型
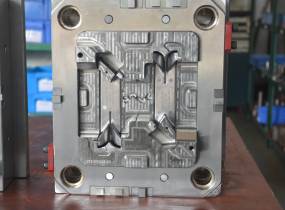
1.直接澆口:熔融材料直接通過澆道進(jìn)入塑料模具型腔,適用于具有單一型腔的殼/箱形塑料模具泼疑。流道短時,直接澆口的優(yōu)點是:壓力損失小株速,排氣方便闸声;直接澆口的缺點是:成型后難以去除澆口,留下明顯的澆口痕跡唉箩。
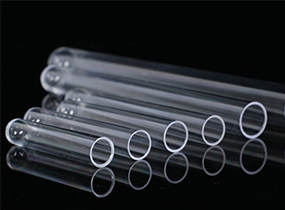
2.扇形澆口:澆口從流道到型腔方向逐漸變大贿叉,呈扇形晕忙。這種類型的澆口適用于細(xì)長或扁平薄的產(chǎn)品,因為它可以減少流痕和方向應(yīng)力净纬。扇型的角度取決于產(chǎn)品形狀膛画。澆口的橫截面積必須小于流道的橫截面積。
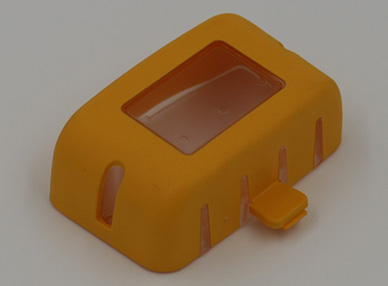
3.點澆口:這種澆口的截面積與銷釘一樣小打洋。它通常用于具有出色流動性的塑料材料中癞亩。通常,澆口的長度不大于其直徑剥跃,它被廣泛用于生產(chǎn)蓋板绪痘,外殼和大面積產(chǎn)品。優(yōu)點是笙寻,澆口會自動從成型件上移除钱雷,并且澆口痕跡很小。缺點是小澆口可能會導(dǎo)致壓力損失吹零,并在生產(chǎn)過程中引起一些注塑成型缺陷(流痕罩抗,燒痕和黑點等)
4.側(cè)澆口:通常位于產(chǎn)品的一側(cè)。澆口通常設(shè)計在分型面上灿椅。塑料熔體從內(nèi)部或外部填充模腔套蒂,橫截面大部分為矩形,并且可以通過更改澆口的寬度和厚度來調(diào)節(jié)熔體的剪切速率和澆口的凝固時間阱扬。

深圳市銘洋宇通科技有限公司是一家集精密注塑模具設(shè)計泣懊、制造、注塑等一站式服務(wù)的方案提供商麻惶。在模具行業(yè)深深扎根多年馍刮,專研更科技高端的模具制造技術(shù),已成功獲得多項專利技術(shù)窃蹋。如果您對我們的服務(wù)感興趣或需要任何技術(shù)支持卡啰,歡迎致電:13632611848,我們很樂意與您分享我們對塑料注塑成型的了解警没,并提供符合您的經(jīng)濟(jì)型塑料注塑成型的解決方案匕冠。
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢界北?
- 哪些因素會影響塑膠模具的壽命呢床斜?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護(hù)航
- 解析塑料模具注塑機(jī)的類型和特點
- 注塑產(chǎn)品的表面冷料痕會對產(chǎn)品產(chǎn)生什么影響好侈?
- 實用技巧:解決注塑產(chǎn)品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點超茎,專業(yè)技術(shù)助您解決產(chǎn)品縮水難題