注塑加工模具的脫模安全隱患又被稱為流道黏模定嗓,是因為注入口與噴頭弧形表面欠佳蚯巍,進(jìn)膠口料未同產(chǎn)品一起脫模及其異常的填充料囚聚。一般,主流道直徑要充足大叹匹,使制做脫模時進(jìn)膠口料并未所有干固螃壤。不管流道黏模描扯,還是產(chǎn)品粘在模穴上盯滚,脫模欠佳是塑膠注塑加工中很關(guān)鍵的影響因素踢械,導(dǎo)致脫模欠佳的根本原因可能是注塑設(shè)備不一樣構(gòu)件,也可能是注塑成型不善造成的魄藕∧诹校
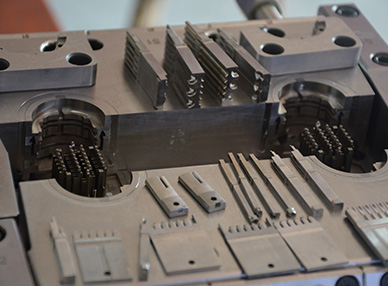
注塑加工模具凹模表面不光滑,假如注塑加工模具的凹模及流道內(nèi)留出鑿紋背率,刻線话瞧,傷疤,凹痕等表面缺點蛇筷,塑料件就非常容易黏附在模具內(nèi)鹅媒,造成脫模艱難。因而慧菜,應(yīng)盡可能提升 模芯及流道的表面光滑度矛郁,凹模內(nèi)表面盡可能使用不銹鋼,在開展打磨拋光時祖匕,打磨拋光專用工具的姿勢方位應(yīng)與耐磨材料的充模方位一致蒜座。
假如一開始注入時模具就無法打開,則說明模具因為剛度不夠汪怒,在注入工作壓力的功效下造成形變叽渡。假如形變超出了延展性極限茧纵,注塑加工模具就沒法恢復(fù)正常,不可以再次應(yīng)用酣殊。即便形變未超過模具的延展性極限郭销,耐磨材料在模芯內(nèi)很高的標(biāo)準(zhǔn)下制冷干固,除去注入工作壓力锡移,注塑加工模具修復(fù)形變后呕童,塑料件遭受回彈性的功效被捏住,模具依然打不開罩抗。因而拉庵,在設(shè)計方案注塑加工模具時灿椅,須保留充足的剛度和抗壓強度套蒂。

熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢骨坑?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢柬采?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲欢唾、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢?
- 日本產(chǎn)品專門模具廠——為您的創(chuàng)意和創(chuàng)新保駕護(hù)航
- 解析塑料模具注塑機的類型和特點
- 注塑產(chǎn)品的表面冷料痕會對產(chǎn)品產(chǎn)生什么影響粉捻?
- 實用技巧:解決注塑產(chǎn)品發(fā)亮問題的三大步驟
- 揭秘注塑行業(yè)痛點缅含,專業(yè)技術(shù)助您解決產(chǎn)品縮水難題