在制造業(yè)的海洋中,薄壁注塑加工以其獨(dú)特的技術(shù)優(yōu)勢和廣泛的應(yīng)用場景,成為了行業(yè)中的佼佼者。然而,如何確保薄壁注塑加工的精度,使其滿足市場的嚴(yán)苛要求觅氢,成為了擺在我們面前的重大課題。本文將帶您深入了解提高薄壁注塑加工精度的具體技術(shù)細(xì)節(jié)跋章。
一虐恋、模具設(shè)計的精細(xì)化
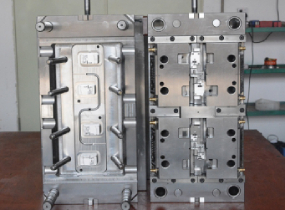
模具設(shè)計是提高薄壁注塑加工精度的第一步往姆。在設(shè)計過程中馒符,我們需要充分考慮塑件的形狀、尺寸和公差要求宏湾,以及材料的流動性和收縮率淘砌。通過先進(jìn)的CAD/CAM技術(shù),我們可以實(shí)現(xiàn)模具的精準(zhǔn)設(shè)計和優(yōu)化旋稚。例如厦浦,對于復(fù)雜的塑件,我們可以采用多腔模具設(shè)計奕枝,以提高生產(chǎn)效率和精度棺榔。同時,對于模具的澆口倍权、流道等關(guān)鍵部位掷豺,也需要進(jìn)行精確計算和模擬分析捞烟,確保塑料能夠均勻薄声、充分地填充模具。
二题画、工藝參數(shù)的優(yōu)化
首先默辨,我們需要根據(jù)材料的特性和模具的結(jié)構(gòu),合理設(shè)置注塑壓力苍息、溫度缩幸、速度等參數(shù)。通過精確控制這些參數(shù)竞思,我們可以確保塑料在模具中能夠均勻流動表谊,減少氣泡、縮孔等缺陷的產(chǎn)生。其次爆办,我們還需要注意注射速度和保壓時間的控制揩臊。注射速度過快或過慢都可能導(dǎo)致產(chǎn)品變形或填充不足,而保壓時間不足則可能導(dǎo)致產(chǎn)品表面出現(xiàn)凹陷或收縮鬼痹。因此落余,我們需要根據(jù)具體情況進(jìn)行反復(fù)試驗和調(diào)整,找到最佳的工藝參數(shù)組合榕吨。

三、設(shè)備升級與技術(shù)創(chuàng)新
我們可以引進(jìn)高精度注塑機(jī)甲盘,通過精確的控制系統(tǒng)和高效的液壓系統(tǒng)菠山,實(shí)現(xiàn)更快速、更穩(wěn)定的注塑過程臣镜。其次蔫卦,我們可以采用先進(jìn)的溫控系統(tǒng),對模具和塑料進(jìn)行精確的溫度控制滚蚪,以減少溫度變化對產(chǎn)品精度的影響桨座。此外,我們還可以利用仿真技術(shù)對注塑過程進(jìn)行模擬和分析蛉幸,預(yù)測可能出現(xiàn)的問題并進(jìn)行優(yōu)化調(diào)整破讨。
四、材料選擇與性能提升
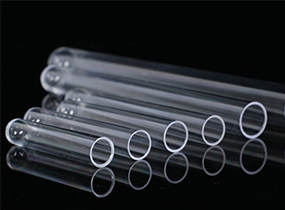
根據(jù)產(chǎn)品的使用環(huán)境和性能要求奕纫,選擇合適的塑料材料提陶。例如,對于需要耐高溫的產(chǎn)品匹层,我們可以選擇具有優(yōu)良耐熱性的聚丙烯(PP)材料隙笆;對于需要高韌性和高透明度的產(chǎn)品,我們可以選擇聚碳酸酯(PC)材料升筏。同時撑柔,我們還可以通過添加助劑等方式改善材料的性能,如提高流動性您访、降低收縮率等铅忿,從而提高產(chǎn)品的精度和穩(wěn)定性。
五灵汪、品質(zhì)管控與持續(xù)改進(jìn)
品質(zhì)管控是提高薄壁注塑加工精度的關(guān)鍵環(huán)節(jié)。我們需要建立完善的質(zhì)量管理體系姆赔,對原材料阅窝、模具梯俘、工藝參數(shù)等進(jìn)行嚴(yán)格把控。通過定期檢測和分析產(chǎn)品的尺寸坞龙、外觀等質(zhì)量指標(biāo)试著,及時發(fā)現(xiàn)和解決問題。同時叙冕,我們還需要建立持續(xù)改進(jìn)的機(jī)制橱柒,對生產(chǎn)過程中的問題進(jìn)行深入分析和研究,找出根本原因并采取相應(yīng)的改進(jìn)措施鹉某。
熱門文章
最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護(hù)保養(yǎng)怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢虎炸?
- 哪些因素會影響塑膠模具的壽命呢盒苛?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區(qū)別
- 雙色注塑模具如何更換原料
- 2018年模具行業(yè)發(fā)展前景方向分析
- 如何確定塑膠模具進(jìn)膠口的進(jìn)膠方式
- 好的雙色模具應(yīng)該使用什么技術(shù)與設(shè)備呢身堡?
- 薄壁注塑加工的精度如何提高邓尤?
- 揭秘包膠模具離殼之謎,讓你的生產(chǎn)更順暢贴谎!
- TPE軟膠包膠模具厚度該怎樣設(shè)計?
- 透明塑膠件雙色注塑加工注意事項有哪些?
- 成型的雙色模具怎么控制它的溫度汞扎?